科学館を利用する > 展示ガイド > 展示フロアマップ > 鋳物・射出成形

鋳物・射出成形
展示作品の狙い
金属やプラスチックから部品を作るときの方法のひとつに鋳造と射出成型があります。鋳造は高温で溶けた金属を鋳型に入れる方法で、射出成形はプラスチックを溶かして圧力をかけ、金型に流し込む方法です。2つの加工方法について理解を深めていただくことがこの展示品の目的です。
知識プラスワン
<東大寺の大仏>
鋳造は古くから行われてきました。奈良・東大寺の大仏も鋳造で作られています。
大仏建立は、聖武天皇が743年(天平15年)「大仏建立の詔(みことのり)」を発布されたのに始まります。「建立の詔」が発布されてからおよそ30年後、771年(宝亀2)年に大仏は完成しました。「東大寺要録」には、大仏および大仏殿の建設に携わった役夫(作業者)は延べ役218万人と記されています。その間に聖武天皇はなくなっていました。
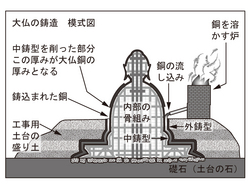
大仏の鋳造のしかたは次のようなものです。
土でつくった塑像の外側に土の鋳型(外型)をつくり、次に塑像を銅でつくる像の厚みだけ削って、先の外型との隙間に溶かした銅を流し込みます。大きな像なので、8回に分けて下から順に鋳込んできました。銅を溶かすために、たくさんの溶解炉「こしき」を並べ、「たたら」と呼ばれる足踏み式のふいごを踏んで空気を送り込み、溶けた銅をいっせいに鋳型へ流し込みました(図1)。
<産業革命と鉄>
18世紀にイギリスで始まった産業革命によって、大量の鉄がつくられるようになりました。橋、船、大砲など多くの鉄製品が鋳造によって生み出されました。1779年に完成したイギリスのアイアンブリッジは、すべて鋳鉄でできた世界初の橋として知られ、世界遺産にもなっています。鋳鉄とは鋳造した鉄のことです。
<自動車のエンジン>
自動車のエンジンも鋳造で作ります。ここでエンジンとは、空洞の内部でピストンが高速で運動するシリンダーブロックのことをいいます。空洞の部分に溶けた鉄が入り込まないように工夫しなければなりません。
この空洞をつくるために、砂を油で固めた中子(なかご)と呼ばれるものが使われました。どんな油や砂を使えばよいのか、手あたりしだいに実験が繰り返され、何度も失敗して答を見つけました。
<射出成形>
プラスチックの素材を加工するときにも鋳造に似た技術、射出成型が用いられます。プラスチック製品のほとんどすべてはこの技術で加工されています。
プラスチックには熱可塑性のものと熱硬化性のものがあります。前者は、熱を加えると柔らかくなる性質をもつもので、後者はその反対に、熱が加わると硬くなる性質を示します。
熱可塑性、熱硬化性のプラスチックともに射出成型できますが、少し、方法が異なっています。
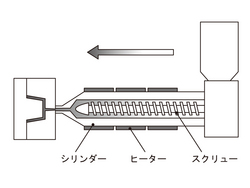
熱可塑性プスチックの射出成形では、プラスチックを高温にして溶融させ、低温の金型に入れて固化させます(図2)。 一般的に、プラスチックの融点あるいはガラス転移温度より50-150℃高い温度に加温し、粘度を低下させます。しかし熱可塑性プラスチックは、約200℃より酸化分解が始まってしまいますから、熱可塑性プラスチックの射出成形では、プラスチックをそれほど高温にできません。短時間で素早く、しかも高圧にして型に充填しなければなりません。
熱硬化性プラスチックの射出成形 では、始めに50℃前後に加温し、流動性を持たせた後、高温の金型(約150℃前後)へ充填して硬化(固化)さます。 熱硬化性プラスチックは高温で融体状態になると粘度が低いため、金型に充填する際、高い圧力を必要としません。このため、半導体の外側を覆う封止装置等に利用されています。その一方で、硬化に時間がかかるためサイクル時間が長くなる欠点を持っています。
射出成形は金型を使った鋳造と似ていますが、鋳造は、金属が融点を超え、粘度の低い液状にて低圧で金型に流し込まれるのに対し、射出成形は比較的低い温度(180-450℃)で高圧で成形されるのを特徴としています。いずれも大量生産に欠かせない製造技術です。
協力
名古屋市立工業高校
参考資料
よくわかるプラスチック(2010)日本プラスチック工業連盟(日本実業出版社)
文 学芸員 馬渕浩一